CNC milling is one of the most accurate and efficient manufacturing processes to create complex and precise parts. However, deformation can sometimes take place and this results in defects that do not conform to the required standards. This problem can be caused by material characteristics, cutting conditions, machine vibrations, and external conditions.
This article will discuss the possible causes of CNC milling part deformation, its effects on the end product, and ways to avoid it. Thus, knowing these factors, manufacturers can guarantee the production of accurate and high-precision parts with the required parameters.

How Does a CNC Milling Machine Work?

CNC Milling Machining
CNC milling is a complex process of cutting and shaping material blocks through the use of computer-operated machines. This process begins with the establishment of a model, which can be in two dimensions or three dimensions, depending on the intended part. After the design has been completed, a unique code is produced and fed into the CNC controller. From there, the CNC milling machine performs the operations, making it an automated process all through.
Key Components of a CNC Milling Machine
Let’s briefly discuss the key parts of CNC milling machines;
Frame
The frame is the main component of the CNC milling machine that supports the structure and also acts as a shock absorber during the operation. Usually, frames are produced from cast iron because of their high vibration absorption capacity; however, other materials, such as epoxy granite, may be used where additional damping is needed.
Cutting Tool

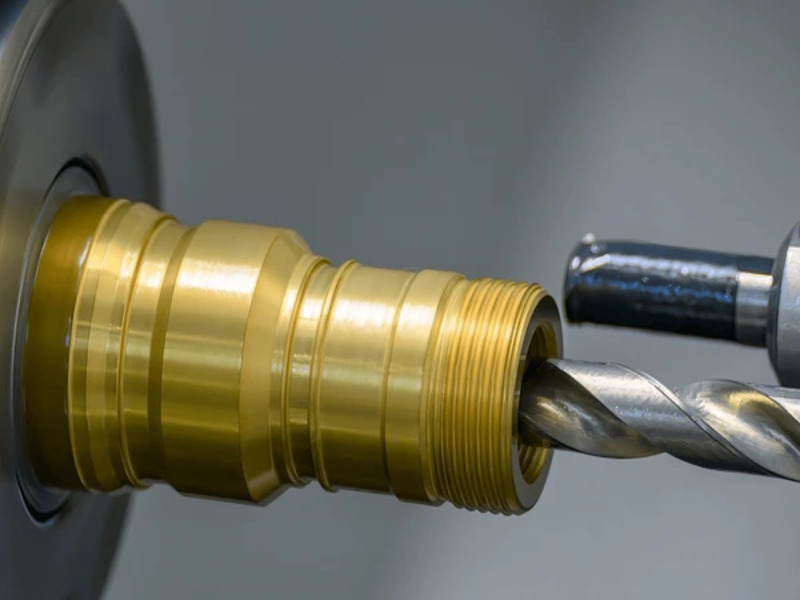
CNC Drilling Tool For Parts’ Cutting
The cutting tool is the central part which is involved in the process of material removal. The cutting tool is mounted on the spindle, which is used to rotate it, while the cutting tool can be interchanged depending on the required machining operation. Some of the most used materials in cutting tools are carbon steel, high-speed steel, solid carbide, and ceramics.
Table
The table supports the workpiece and any required clamps or other tools during the machining process. It operates on its own as per the code written on it, and can cut or shape the material as per the requirement.
Axes
CNC milling machines normally have three to five axes for the purpose of movement and cutting. Basic machines are of X, Y, and Z axis and are controlled by the CNC controller. The movement is achieved by ways, most of them are made from cast iron and enable smooth sliding motion.
Spindle
The spindle rotates the cutting tool at different speeds for the material and the kind of cut needed. Spindles come in three main types: There are fabricated spindles, self-contained spindles, and cartridge spindles which are all designed for different operations in machining.
CNC Controller
The CNC controller is the control panel of the machine, and it translates the code that has been fed to it, often G-Code, into actions. It makes sure that all the parts of the machine work together to create the required part of the machine.
Additional Components and Accessories
To make the process uniform and least defective, some additional accessories are also employed. These include;
Coolant

Coolant
It’s important to use the right coolant for the right tool and for the right job in order to get the best results. There are many types of coolants and each of them provides some advantages, for example, better lubrication or effective chip removal. The quantity and kind of coolant that is used may influence the operating expenses greatly.
Way Oiler
Greasing the machine ways is important to ensure that the spindle and the cutting tool slide smoothly on the ways. This process is normally fully automated but can be done manually for accuracy in the finished part.
Additional Axes
For more complex parts, the additional axes, which are more than three, provide higher movement and cutting opportunities. However, it is possible to find machines with more than five axes, although their use is less frequent and is usually associated with specific applications.
Powered Drawbar
A powered drawbar helps in fast tool change by clamping and unclamping the tool holder from the spindle during the machining process.
Enclosure
In order to minimize noise and confine the debris, most of the CNC milling machines come with an enclosure. These not only enhance the working environment by reducing noise but also enhance the ease of cleaning the surroundings of the machine.
Conditions That May Lead to Deformation of Parts in CNC Milling
Conditions That May Lead to Deformation of Parts in CNC Milling
Material and Structure:
The type of material and the structure of the workpiece affect the deformation of the parts that are milled by CNC. The shape of the part, the aspect ratio, wall thickness, stiffness, and stability of the material all influence how much a part might deform. It is, therefore, advisable to pay attention to the following factors during the design of the structure to reduce deformation. Large parts, especially, require a proper structure to be provided. Other measures that can also be taken to minimize deformation include controlling the quality of the blank before processing, for instance, its hardness and absence of looseness.
Incorrect Machining:
The cutting force applied during the machining process can cause the workpiece to elastically deform, which is referred to as spring-back. To minimize this, the cutting tools should be sharp, especially during the finishing operations. Fine tools minimize the resistance due to the friction between the tool and the workpiece and also enhance the cooling effect, thus minimizing internal stress. For example, when cutting large, thin-walled parts, it is possible to decrease the cutting resistance and deformation by using a tool with a larger rake angle.
Tool Angle
Tool angles are also very important. The rake angle influences the sharpness and cutting deformation, and the clearance angle influences the friction and cutting force. High-speed steel tools have a front rake angle of 6 to 30 degrees and a clearance angle of 6 to 12 degrees. In the case of carbide tools, these angles are slightly different but are based on the same concepts. The aim is to have a fine edge while at the same time ensuring that the tool is strong enough and that it does not heat up easily.
High Speed Cutting
Another significant method that can be used to minimize thermal deformation is high-speed cutting. It enables chips to take most of the heat produced at the time of cutting so that the heat effect on the workpiece is reduced. Also, proper application of cutting fluids can improve tool life and workpiece accuracy by minimizing friction and cutting temperature.
Improper Clamping:
The selection of the clamping points and forces is critical in reducing deformation. The clamping points should coincide with support points in order to provide stability. The force should be applied near the processing surface and it should be applied in a balanced manner in steps. Another way is to increase the contact area between the workpiece and the fixture. For instance, in milling, elastic pressure plates can be applied to distribute the clamping force, and in turning, specialized jaws can be used to minimize the deformation.
Post-Machining Stress:
Stresses within the material can be generated internally, and this can lead to deformation after the material has been machined. These stresses are usually relieved when the material is machined out or after heat treatment, and this causes changes in the shape of the workpiece. To counter this, heat treatments or aging processes can be used in order to stabilize the internal structure of the part. For instance, thermal straightening can be used to set and straighten a part in preparation for the final finishing. When large parts are used, it is possible to leave some extra material to make up for the deformation that may be expected after the assembly of the final product.
Thus, when selecting the material, choosing the proper machining method, clamping strategy, and post-machining treatment, the danger of deformation in CNC-milled parts can be minimized. This approach enhances the precision and quality of the final product in the production process.
Materials used in Custom CNC Machining Parts
There are many materials that can be used in CNC machining to allow for several choices of rapid prototyping and small-scale production of complex components. It is possible to get real-time quotes on more than 150 types of metals and plastics, which will enable one to compare the prices of the processed material necessary for manufacturing.
Aluminum

Aluminum CNC Milled Parts
Aluminum is a very malleable material and this makes it easy to work with, especially in the process of machining. It has a good strength/weight ratio and comes in several forms for various uses. Aluminum parts can be made with a tolerance of ±0. 01mm and maximum part size of 200 x 80 x 100 cm, and the lead time is only 3 days.
Copper
Copper is well known for its high thermal and electrical conductivity as well as for its ductility. It is highly ductile, corrosion resistant, and can be easily welded. Copper parts are produced with a wall thickness of 0. 75 mm, and a tolerance of ±0. 01mm and a maximum part size of 200 x 80 x 100 cm with a lead time of three days.
Brass
Brass Rod CNC Milling
Brass is appreciated for its low friction, high conductivity of electricity, and natural golden color. This material is widely applied in different fields because of the mentioned beneficial characteristics. Brass parts have a wall thickness of 0. 75 mm, a tolerance of ±0. Maximum part size is 200 x 80 x 100 cm, and the lead time is three days; the maximum layer thickness is 01mm.
Stainless Steel
Low carbon steel containing at least 10% chromium by weight, stainless steel is valued for its high strength and ability to resist rust. It is commonly used in industries. Stainless steel parts are manufactured with a thickness of the walls of 0. 75 mm, a tolerance of ±0. 01mm, maximum part size of 200 x 80 x 100 cm, and with a lead time of three days.
Titanium

Titanium Prototype Part
Titanium is perfect for challenging environments because it is highly resistant to corrosion, chemicals, and high/low temperatures, and it is lightweight yet strong. Titanium parts are produced with a wall thickness of 0. 75 mm and a tolerance of ±0. 01mm, the maximum part size of 200 X 80 X 100 cm, and the lead time of three days.
Plastics
CNC machining of plastics is preferred due to the availability of the material, relatively cheaper prices and much shorter machining time. Some of the most frequently used plastics are POM, HDPE, PET, Nylon, PTFE, and PVC. Plastic parts can be manufactured with a variation of ±0. 01mm, and the maximum size of the part is 200 x 80 x 100 cm and the lead time is three days.
These material options make it possible for manufacturers to select the right and cheap materials for their desired CNC machining projects while at the same time achieving high accuracy and productivity.
Conclusion
CNC milling is one of the most important processes in the contemporary manufacturing industry as it allows the creation of parts with high accuracy and intricate shapes. Although there are possibilities of deformation in the final product due to factors like material properties, machining parameters, and environmental conditions, knowledge of these factors can be used to control deformation problems. Through proper material choice, efficient machining strategies, and proper implementation of manufacturing techniques, it is possible to achieve high quality and precision in CNC milled parts. This methodical approach does not only help to improve the quality of the final result but also has a positive impact on the effectiveness and economy of the production process.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator