So, let’s discuss centerless grinding, its operations, components, and advantages in the present-day industry.
Centerless grinding is another vital form of cycling and has a wide scope of applications in industries for round manufacturing and polished components. Centerless grinding doesn’t involve a spindle to hold the workpiece as in conventional operation. Besides this, it offers an optimum way of grinding large or small batches of cylindrical stock parts. It is important for applications in different sectors, i.e. automotive, aerospace, and medical industries. Moreover, it is the best fit for manufacturing complex components with high precision.
So, in this article, we will discuss the mechanics, components of centerless grinding, and its principles. Besides this, we will also consider various applications that fall under centerless grinding and current development will be discussed in detail.
What is Centerless Grinding?
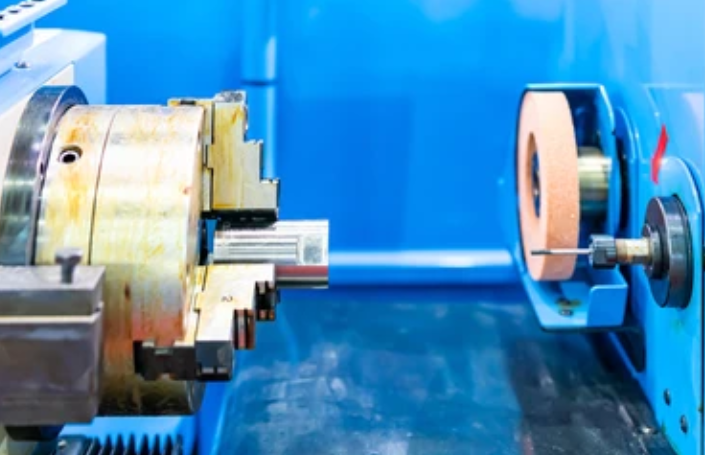
Centerless grinding is a process that helps reduce the workpiece diameter. It is usually done by the material removal from the outer peripheral surface of the cylindrical stock and does not require clamping. Moreover, it uses two wheels: a grinding wheel to enclose the workpiece and a regulating wheel to direct the contact between the two wheels. This method is best suited for the production of large quantities of components.
The Science behind Centerless Grinding
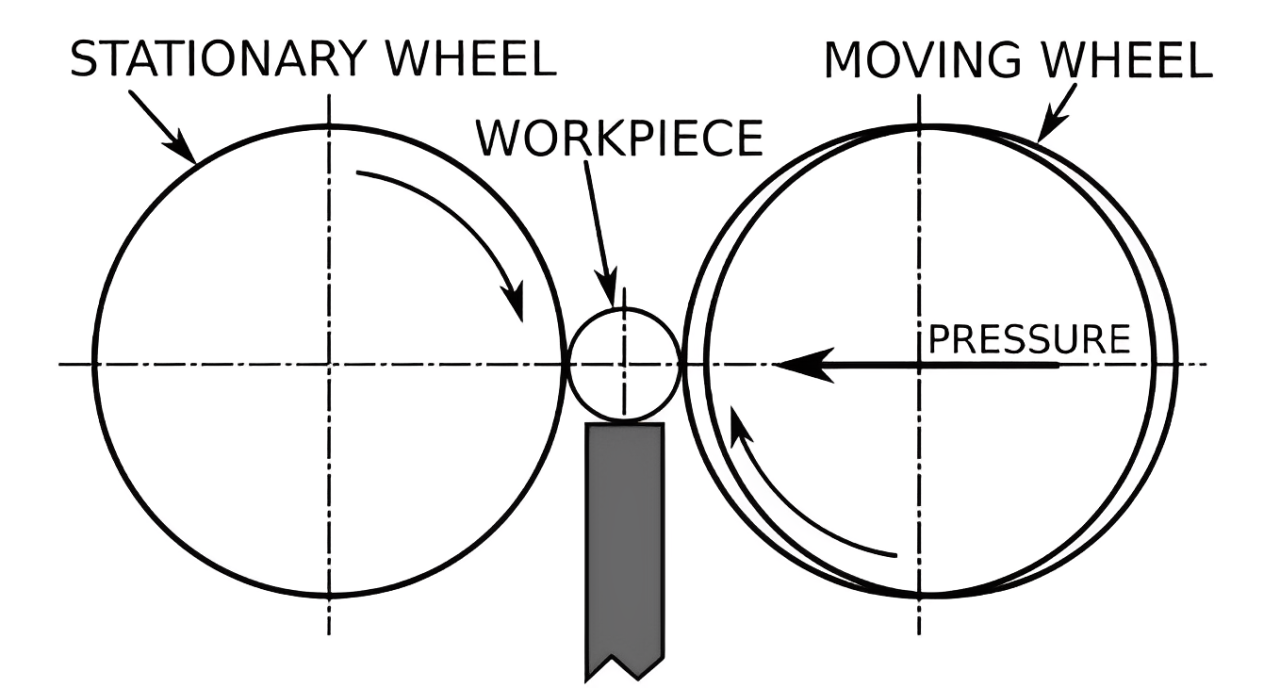
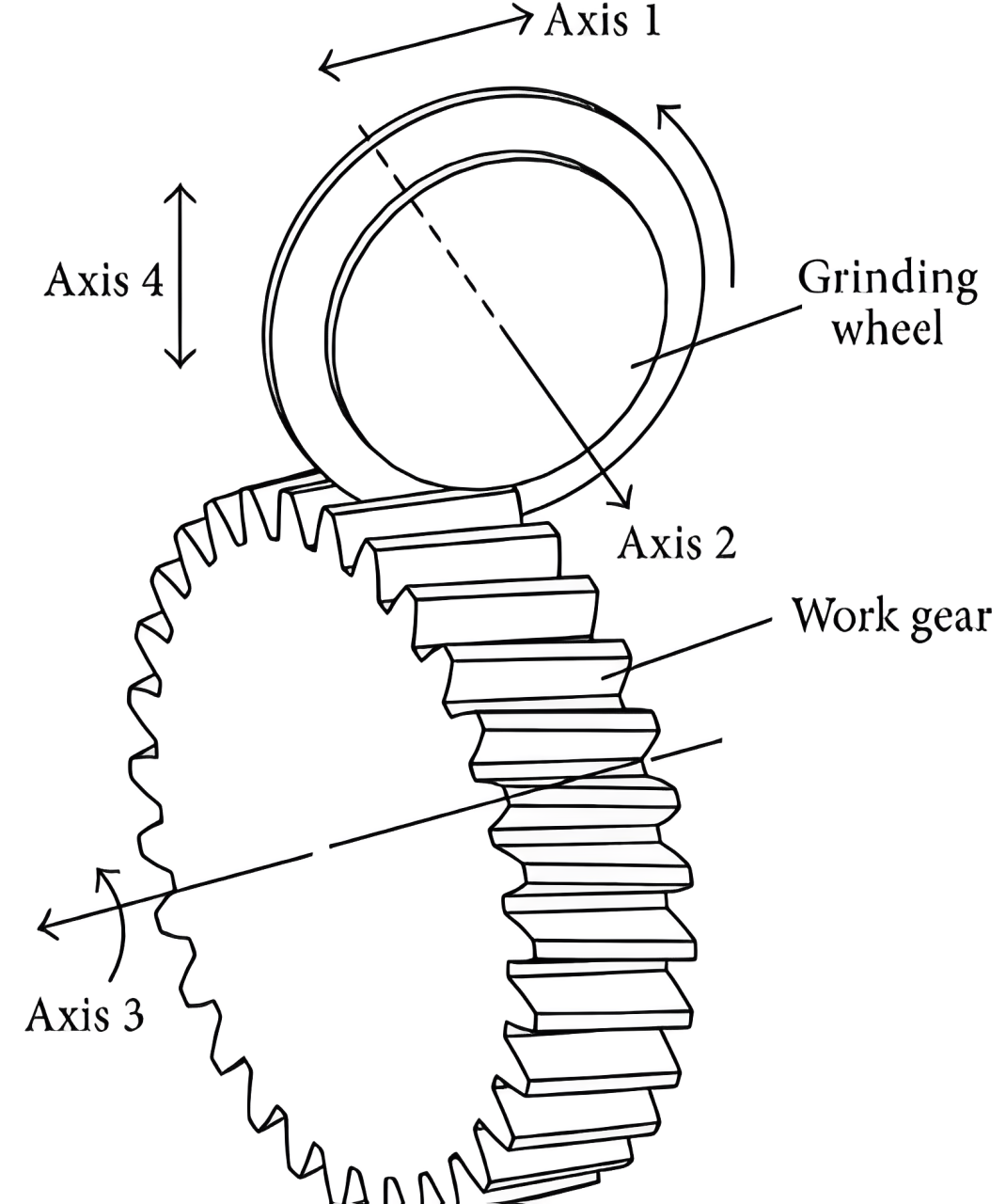
The fundamental theory of centerless grinding is that there is no requirement for a spindle or a fixture to restrain the workpiece on the grinding wheel. However, the workpiece is mounted between the grinding wheel and a small wheel inside the system. This is called the regulating wheel whose main function is to regulate the speed and feed of the workpiece. Due to the position and angle of the wheel, one can control the depth and speed of the grinding activity. A platform like the work rest blade supports the workpiece as the wheels work in tandem to rub material at high precision.
How Does Centerless Grinding Work?
Centerless grinding works with the assumption that no clamps or fixtures will be used on the workpiece. Here’s how the process works:
1. Workpiece Placement
The workpiece is mounted on a work rest blade between the outer peripheral surface of the grinding wheel and the regulating wheel. During grinding, the work rest blade gives the workpiece support and stability.
2. Wheel Function
●Grinding Wheel: This wheel turns at great speed, and causes the removal of material on the external surface of the workpiece.
●Regulating Wheel: This stands at a different plane and is highly used to regulate the speed and feeding of the workpiece in its revolution.
3. Grinding Process
During the workpiece passing through the machine the width of the grinding wheel cuts away material gradually. This is possible because of the regulating wheel. Besides this, it ensures the workpiece turns at the right speed and stays in the right place for grinding.
4. Continuous Operation
It can also be fed continuously and is ideal for use in industries that produce large quantities of meal. The design also allows its user to have rapid setup and better throughput in handling cylindrical parts and possesses higher accuracy and fine surface finish.
Material Selection for Centerless Grinding
So, the following table shows the material criteria for the centerless grinding process;
| Criteria | Considerations |
| Material Types | – Metals: Steel, Aluminum, Brass |
| | – Plastics: Lightweight and non-metallic properties |
| Hardness | Appropriate hardness |
| Tensile Strength | High tensile strength to maintain integrity. |
| Machinability | Go with easily machinable material. |
| Surface Finish | Consider the desired surface finish. |
| Cost | Balance performance and cost-effectiveness. |
| Application Specifics | Go with material that suits specific application needs |
| Compatibility | Compatible with the grinding wheel. |
Different Types of Centerless Grinding
There are various centerless grinding processes, i.e. Feed Grinding, End Feed Grinding, In-feed Grinding, Plunge Cut Grinding, etc. So, let’s discuss them in depth;
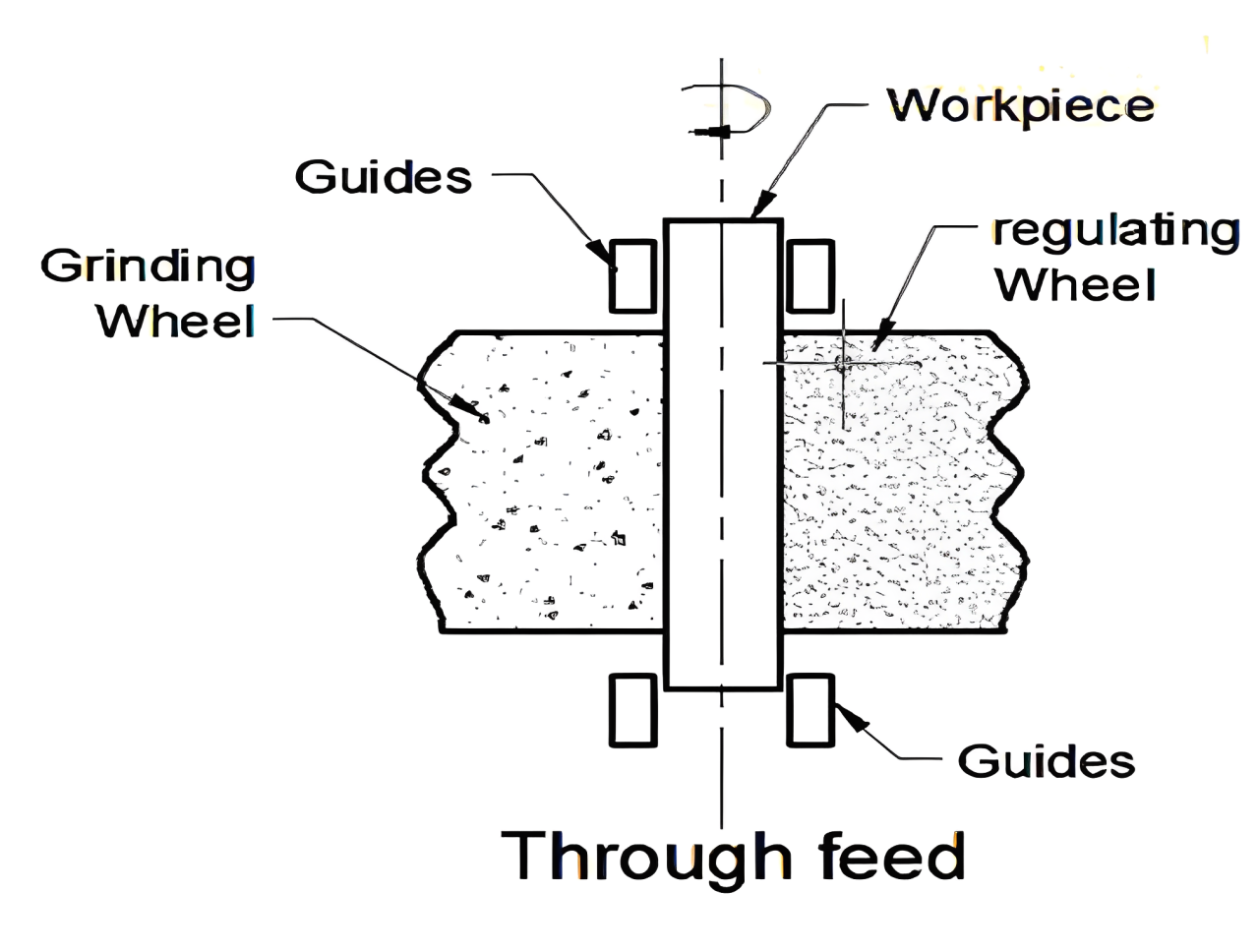
1. Through-Feed Grinding
In this technique, the workpiece is fed continuously through the grinding wheels. It is widely applied to the manufacture of long, cylindrical parts. This technique is suitable for use in creating a large number of similar components, i.e. including rods and bars.
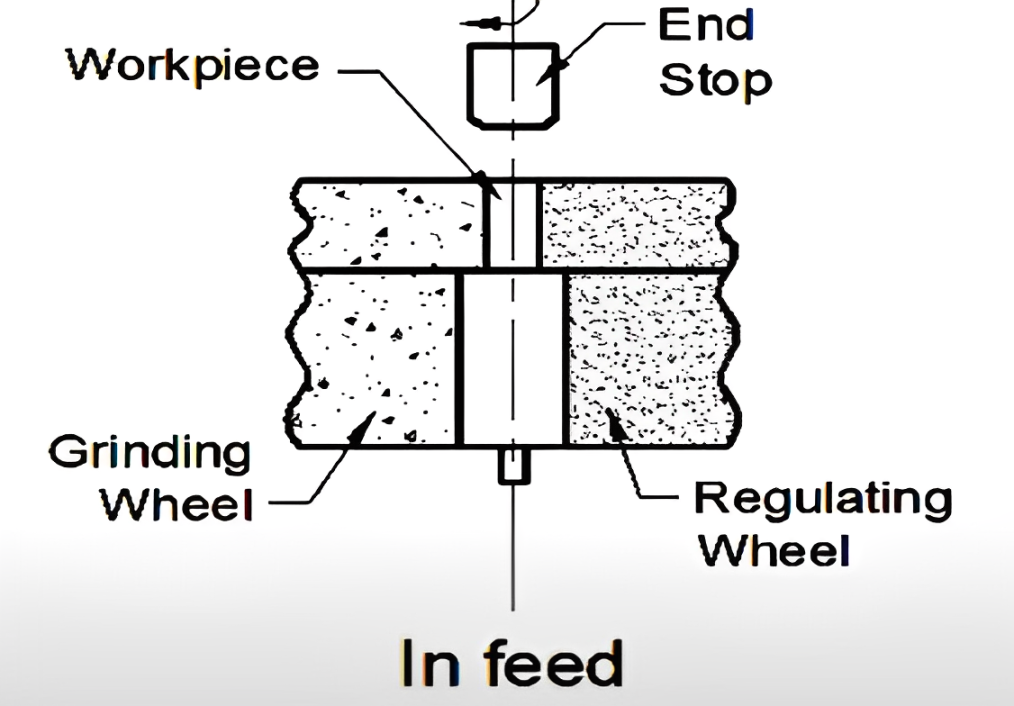
2. In-Feed Grinding
The workpiece is fixed and associated with the regulating wheel while the grinding wheel grinds material to specific dimensions. This technique is ideal for high-diameter divergence geometries or diverse diameter needs. So, it is mostly found in developing parts with irregular contours.
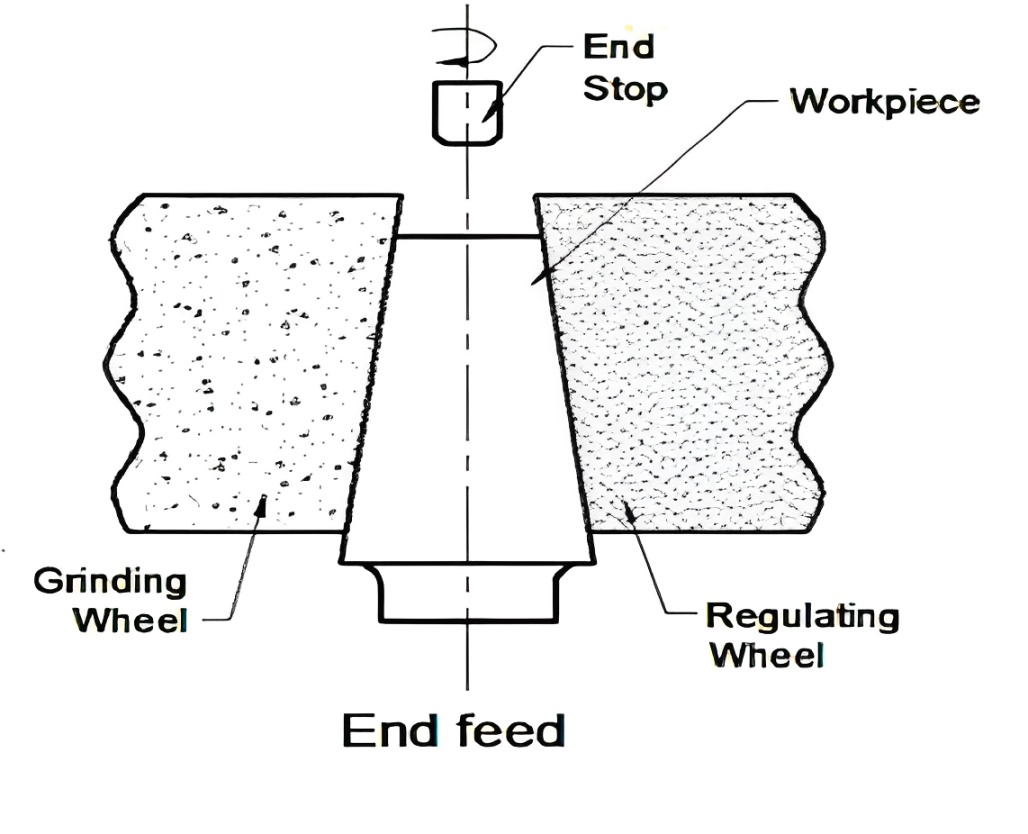
3. End-Feed Grinding
This method usually involves traversing the grinding wheels on the workpiece. So, it is useful in grinding tapered ends or only sections. Moreover, this technique is widely used in parts productions where accuracy on one face is necessary for example shafts with tapering sections.
4. Straight-Line Grinding
This method provides a straight, continuous surface finish right along the length of the workpiece. Here, the practical and the regulating wheel help traverse the workpiece, and the material is cut off uniformly. So, it is appropriate for all cylindrically shaped parts where a straight and uniform reference surface is desirable as in the case of, shafts, rods, etc.
5. Plunge Grinding
Here the grinding wheel is fed to a particular part of the workpiece by plunging the wheel and does not involve any feed in the axial direction. It is employed for grinding certain parts or areas such as shoulders, or grooves. So, it is most often used for those parts that require highly gradual or sectioned grinding; such as a gear shaft or any part that has a partially different diameter.
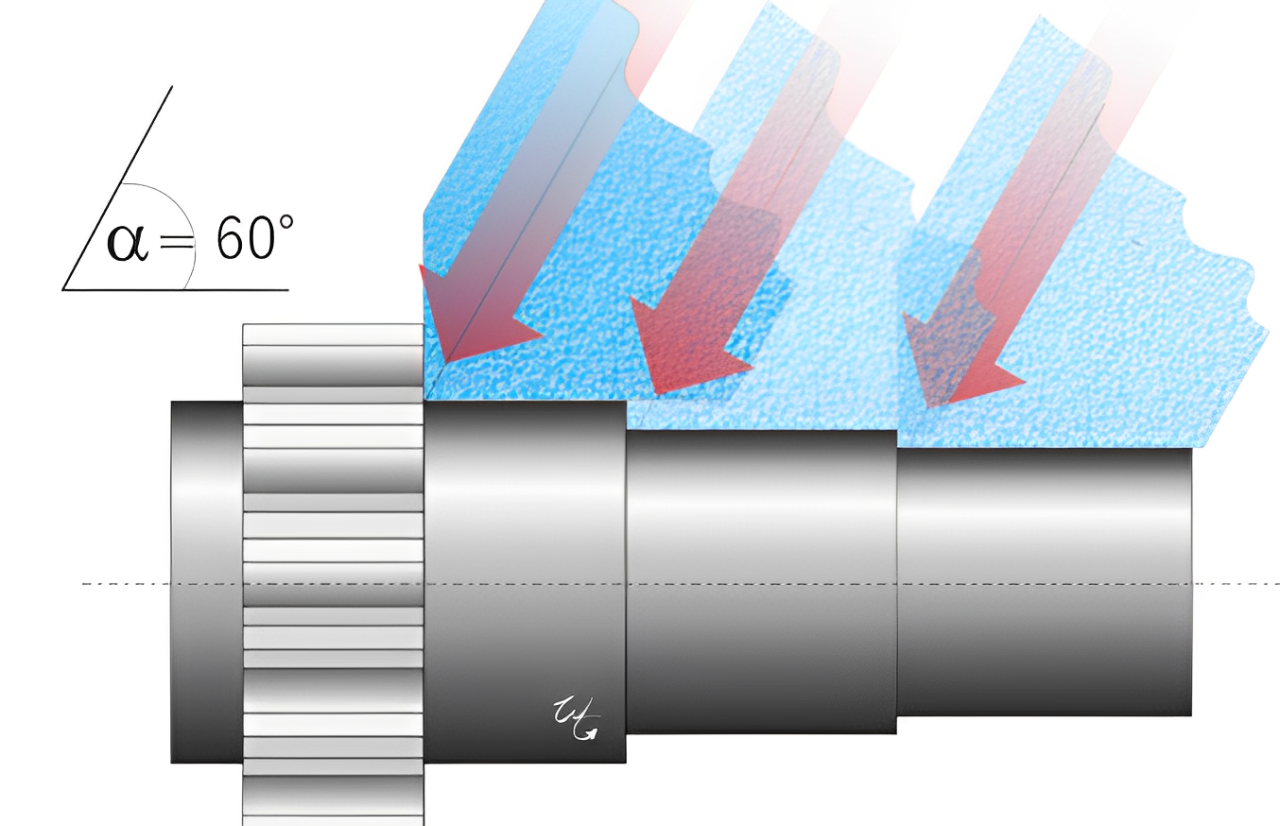
6. Form Grinding
This machining technique is created by using grinding wheels of a special cross-section to produce patterns on the workpiece with high accuracy. Known as form tools, that grinding wheel is designed to conform to the particular contour needed. So, this technique is suitable for designs with complicated cross-sectional profiles, i.e. camshafts, threads, or other fine parts in automobiles and aircraft industries.
The Core Components of Centerless Grinding Machines
The following are the important parts/components of the Centerless grinding machine;
1. Grinding Wheel: Responsible for the abrasive action that fast scrapes the workpiece.
2. Regulating Wheel: Regulates the speed of the workpiece and also provides accuracy.
3. Work Rest Blade: It offers support and fixes the wheel in position.
4. Hydraulic or Mechanical Feed Mechanism: Employed for feeding the workpiece to the machine.
How Centerless Grinding Differs from Traditional Grinding?
We can differentiate the Centerless grinding process from traditional grinding by considering the following aspects;
| Aspect | Centerless Grinding | Traditional Grinding |
| Support | No clamping; supported by wheels | Clamped using a spindle or chuck |
| Setup Time | Faster; minimal fixturing needed | Longer; requires fixtures |
| Production Type | Continuous feed; mass production | Batch processing; often stops for setup |
| Precision | High precision; tight tolerances | High precision; varies with setup |
| Surface Finish | Superior finish due to consistent support | Good finish; depends on clamping stability |
| Flexibility | Limited to cylindrical parts | Accommodates various shapes |
| Efficiency | Higher efficiency; faster processing | Lower efficiency; more time-consuming |
| Cost | Cost-effective for high-volume | Generally higher costs |
| Complex Shapes | Limited to simple shapes | Handles complex shapes |
How Significant is the Grinding Wheel?
The grinding wheel has a significant role in the centerless grinding of the products. Here, the wheel must be designed from superior abrasive material, i.e. aluminum oxide or silicon carbide. So, it can meet the accuracy, surface finish, and long wheel durability. Besides this, the type of wheel selected determines the precision, performance, and grinding operation results.
9 Principles of Precision Centerless Grinding
The following are the different and useful principles of centerless grinding for efficient and effective results.
1. Proper Setup and Alignment: Always set the grinding wheel, and regulating wheel, and work the rest blade closely to get optimum accuracy and tab available.
2. Well-Balanced Grinding Wheel: Use a balanced wheel to reduce vibration and ensure a uniform finish and long wheel life.
3. High-Quality Abrasives: Choose the best type of abrasive materials (i.e. aluminum oxide). So, you can avoid heat build because of friction and for better surface finishes.
4. Regulating Wheel Monitoring: It is important to maintain feed control to achieve weight accuracy. So, it is advisable to check the condition of the regulating wheel frequently.
5. Appropriate Work Rest Blade Positioning: Ensure that the work rest blade is well adjusted to support the workpiece and also stability during the grinding operation.
6. Optimized Machine Speed: Control the speeds of the grinding wheel and the regulating wheel. So, you can achieve an optimum rate of stock removal and surface finish.
7. Temperature Control: Supervise the grinding temperature in a manner that would not impart heat-induced and other destructive effects on the grinding material.
8. Routine Checks and Overhauling: Must carry out daily check-ups and replace worn parts of the machines to maintain their functionality and accuracy,
9. Strict Maintenance Schedule: As any specialist and technician will recommend, carry out a set regimen so that the parts in the machine work properly and last as long as possible.
Advantages of Centerless Grinding
The following are the different Advantages of centerless Grinding;
●High Efficiency: Continuous processing means that production rates can be increased.
●Precision and Accuracy: to make highly round and smooth surface finishes.
●Cost-Effective: Less need for fixtures and clamps which in turn, cuts cost.
●Flexibility: It can work on different shafting workpieces with different diameters, and it can work on big and small diameters.
●Consistency: Controls the quality of a significant number of components at a go hence providing equal quality.
Is This Grinding Process Used Only on the Workpieces?
Nevertheless, centerless grinding is mainly applied to form cylindrical stumps. Besides this, it can also be used to manufacture various precision parts for different uses. Besides this, it can be done to any shape but the making a proper setup is not necessarily cylindrical.
The Modern Development of Centerless Grinding
In general, with the implementation of computer control and automation in the manufacturing industry, centerless grinding has many benefits. These may include accuracy improvement, minimization of the human element, and increased capacity. Current advancements allow manufacturers to employ centerless grinding techniques to achieve higher tolerances, lower amounts of scrap, and create difficult geometries with equal efficiency.
Applications of Centerless grinding
Here are some of the important industrial applications of Centerless grinding:
●Automotive: Specifically for manufacturing transmission parts, bearings, and another highly accurate stack of components.
●Aerospace: For fabrication of demanding engine elements and other structural systems that require high-strength material.
●Medical: In the surgical instruments and orthopedic devices manufacturing industries.
●Metalworking: When it comes to making precision shafts and rods.
Conclusion
In conclusion, centerless grinding is an efficient free-machining technology, used commonly in cylindrical parts manufacturing. That means this machine is versatile since it does not require clamps or fixtures, hence perfect for mass production. It has changed with technological developments making it more accurate, versatile, and efficient in most industrial applications of the present generation.
Frequently Asked Questions
Q1. What materials can be used within centerless grinding?
Centerless grinding is also known to be applicable to material conditions including steel, aluminum, brass, and composite material.
Q2. Is centerless grinding precise?
From this process, the tolerances can get closer to ±0.0001 inches depending on the type of machine and the setup made.
Q3. Can centerless grinding handle complex shapes?
Yes, it is possible to get it to grind such shapes as taper or step which need complex configuration.
Q4. What industries benefit most from centerless grinding?
Business sectors such as automobile, aviation, wellness, and metalworking industries benefit as various applications require exact shapes.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator