Aluminum welding is a specific procedure that involves connecting aluminum
parts by different methods such as TIG and MIG welding. Light and highly
corrosion-resistant aluminum is used in the aerospace industry automotive,
construction, and others. However, welding aluminum is a little more complex because
of its heat conductivity and its tendency to twist. Aluminum welding is a vital part of
aluminum fabrication, as it ensures that the joints are strong and durable, and maintain
the material properties of the aluminum. It also improves the performance of
structures in addition to supporting the efficiency and durability of aluminum
products.
The Challenges in Welding Aluminum

Aluminum Welding
Aluminum welding is quite different from welding steel and other common materials
for several reasons. These difficulties need to be grasped to obtain good and
reproducible welds in aluminum parts.
1. Thermal Conductivity
Aluminum has a high coefficient of thermal expansion, that is it transfers heat easily.
This property can cause problems when welding, for example, the heat can be
distributed in such a way that it does not produce a strong weld. Welders are forced to
employ higher temperatures and travel speeds to allow for proper fusion thus leading to
increased possibility of material distortion.
2. Oxide Layer
Aluminum reacts with air and develops a thin, passive layer of alumina. This layer can
cause problems with welding in the sense that it hinders the flow of the two base
metals to merge as one. This oxide has to be eliminated before welding and this can
only be done by a process of pre-cleaning using solvents or sandblasting. Failure to do
so can lead to the formation of poor joints and poor weld quality.
3. Sensitivity to Contamination
Aluminum is a material that reacts adversely to contact with oils, greases, and other
similar materials. Any level of contamination can severely affect the quality of the weld
that is being produced. This applies to covering up the surface to make it smooth and
conducive for welding which requires a decent surface of the material to be welded.
This can be helpful, but it also adds an extra step and can consequently lengthen
preparation time and make the task more complicated.
4. Warpage and Distortion
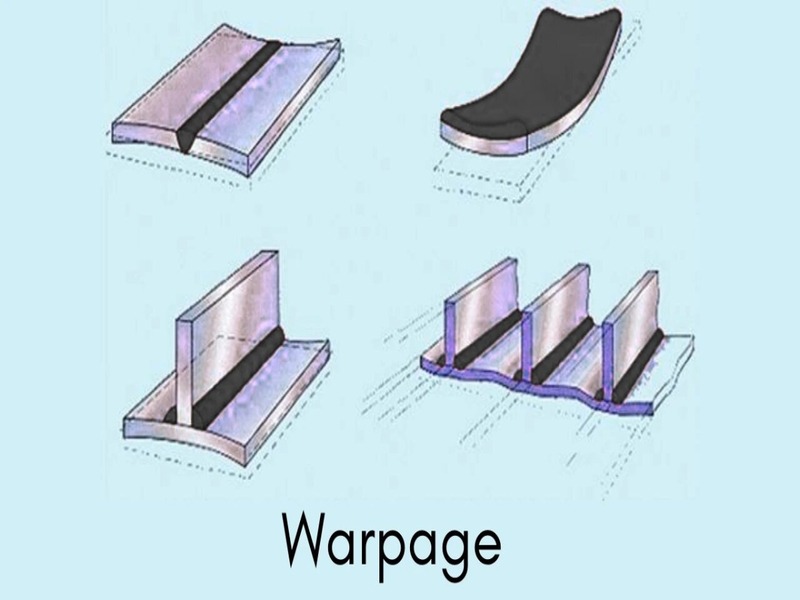
Weld Warpage
Aluminum has a low melting point and high coefficient of thermal expansion hence it is
very difficult to weld without warping and or distorting. The material takes a very short
time to heat and cool and this results in a couple of inaccuracies in the dimensions. To
this end, welders need to manage the heat input stringently and thereafter, determine
the possibilities of fixtures or support in the alignment technique.
5. Welding Technique
To some extent, the selection of welding methods can determine the quality of weld in
aluminum. These are TIG welding, also known as Tungsten Inert Gas, and MIG welding
also known as Metal Inert Gas welding, and each has its strengths and weaknesses. For
example, TIG welding can be done with high precision, and is suitable for thin
workpieces, while MIG welding is rapid in thick sections. Deciding on which method is
more suitable for a particular application and material properties depends on
knowledge.
6. Porosity

Weld Porosity
The inability to achieve a dense weld is widespread in aluminum welding, which is a
result of the presence of gases in the weld pool. This can be caused by inadequate
shielding gas coverage or protection, or by contamination. Porosity is detrimental to
the weld and can cause failure at times of stress. The solution to this problem lies in the
correct positioning of the gas and the correct choice of welding parameters.
7. Skill Level and Experience
Aluminum welds differently than other materials, for example, steel, and as such
welding aluminum is slightly more challenging than welding steel. Aluminum is a very
different material to work with and welders must know how it responds and how they
need to approach welding it. Aluminum welding requires constant practice since it
involves professional learning for one to get the best with aluminum.
Aluminum Welding Methods
These include; Gas shielded welding, Flux cored welding, Metal inert gas welding,
Electrode gas welding, and submerged arc welding. To be able to determine which of
the techniques is appropriate for a specific project, it is important to understand them.
Here’s an overview of the most common aluminum welding methods:
1. TIG Welding

TIG Welding
TIG welding is the most precise and accurate form of the welding process as it provides
high-quality welds. It employs a non-consumable tungsten electrode to form an arc
between the electrode and the aluminum workpiece. An inert gas, normally argon,
shields the weld pool to prevent contamination by other gaseous or liquid forms. TIG
welding is particularly suitable for thin sections and for those projects which need to be
polished after welding but this method is slower than others.
2. MIG Welding (Metal Inert Gas)

MIG Welding
MIG welding is used for aluminum because it is fast and effective. It employs a
continuous wire feed as the electrode and an inert gas as the shield. This method is
ideal for thicker plates and generally gives strong and tough welds in a short time. MIG
welding is used widely where high production rates are required.
3. Stick Welding or Shielded Metal Arc Welding

Stick Welding
Stick welding is not very popular when it comes to welding aluminum but can be
employed occasionally, This method uses electrodes that are consumed and are
covered with a layer of fl ux which shields the weld. Despite its flexibility and usability in
outdoor conditions, it is not as effective as TIG or MIG, in terms of weld quality.
4. Friction Stir Welding
Friction stir welding is a solid phase process through which a non-consumable tool is
made to rotate and rub against the Aluminum material to produce heat which will
soften the material at the joint. This method is best suited for thicker sections and
depositing thick layers and the full penetration welds can be made without fusion of
the base metal. It is widely used in the aerospace industry and automotive industry.
5. Laser Welding
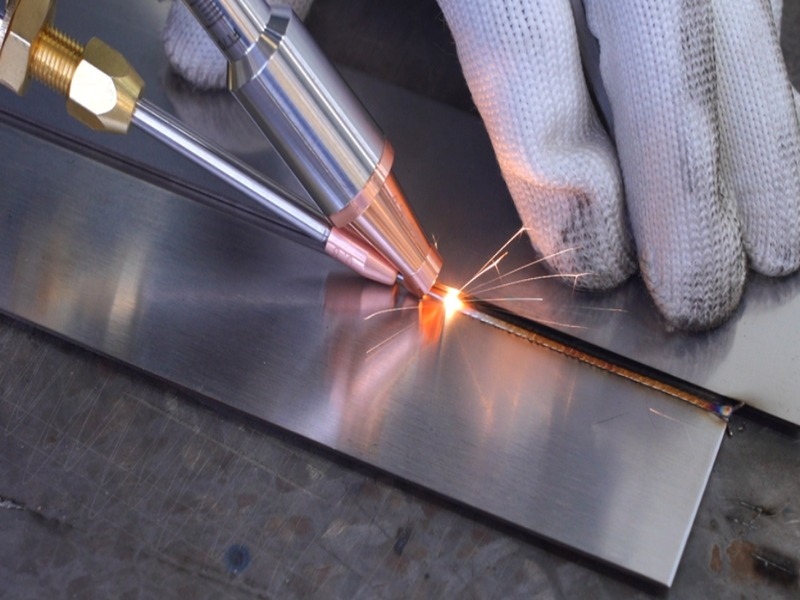
Laser Welding
Laser welding involves the use of a laser beam that melts the aluminum at the joint
area. The advantages of this method are high accuracy, and the process can be shortly
automated for mass production. Laser welding is suited to thin gauges and offers low
HAZ, thus, has the least distortion. Nonetheless, it needs certain types of tools and may be
expensive.
6. Plasma Arc Welding
Plasma Arc Welding
Plasma arc welding is also like TIG but it uses a plasma torch to give a concentrated one
instead of the torch. This method is applicable for welding aluminum at higher speeds
and can also join materials of different thicknesses. Packed with more control over the
weld pool, plasma arc welding is the best suited for complex geometry.
Summary Table of Aluminum Welding Methods
| Welding Method | Description | Best For | Advantages | Disadvantages |
| TIG Welding | Uses a non-consumable tungsten electrode and argon. | Thin materials, precise applications. | High-quality, clean welds; excellent control. | Slower than other methods. |
| MIG Welding | Uses a continuous wire feed and inert gas. | Thicker materials, industrial settings. | Fast, efficient; good for high production. | May require more post-weld cleanup. |
| Stick Welding | Uses a consumable electrode coated in flux. | Versatile applications, outdoors. | Simple equipment; can be used in various conditions. | Lower weld quality; less control. |
| Friction Stir Welding | Solid-state process with a rotating tool. | Thick sections, aerospace applications. | High-strength welds; no melting required. | Specialized equipment; limited to certain joints. |
| Laser Welding | Uses a focused laser beam for precision. | Thin materials, automated processes. | Minimal heat-affected zone; very precise. | High cost; requires specialized setup. |
| Plasma Arc Welding | Similar to TIG, but with a plasma torch. | High-speed, various thicknesses. | Greater control; effective for complex shapes. | Requires specific equipment; can be complex. |
Processes to Avoid When Welding Aluminum
Aluminum welding entails precise consideration of methods and procedures that will
ensure the formation of strong and quality joints. There are some activities that when
performed, result in undesirable weld quality, higher costs, and material failure. Here
are some key processes to avoid when welding aluminum:
1. Ignoring Surface Preparation
Surface preparation is one of the most important issues that must be considered when
welding aluminum. If it is not cleaned properly then they may get contaminated with
oxides, oil, and dirt on the surface of the aluminum. This contamination can lead to
poor welds, the formation of pores, and cracked joints. It is always important to make
sure that the surfaces are clean and free from all forms of contaminants during
welding.
2. Employing blunt, or unsuitable, cutting instruments
The quality of the weld is affected by the use of blunt or wrong-cutting tools when
working on aluminum cans. When the tips are blunt, they may end up producing some
surface ridges that may be hard to weld properly and may not blend in properly. It is
very important to use sharp and correct tools to work with aluminum and fit together
as cleanly and perfectly as possible.
3. Inappropriately shield
Aluminum can be easily affected by gases present in the atmospheric surroundings
during welding. Lack of protection usually results in oxidation and other imperfections
on the welded area. In this case, it is recommended that the right shielding gases, such
as argon, should always be used so as not to contaminate the weld pool.
4. Not Controlling Heat Input
The main potential problem related to heat treatment of aluminum materials is that too
much heat can cause changes in the shape of the aluminum part and even result in
melting. Some of the measures to mediate the heat during welding include; It is
therefore important to regulate flow rate and amplitude in the welding process. Do not
overheat the material; this is because overheating of the material brings about change
in some of its properties which leads to weld failure.
5. Failure to Consider Thermal Expansion
The material aluminum has one of the highest coefficients of thermal expansion, which
makes it expand and contract very easily. The failure to consider thermal expansion
leads to such welded components as warping and misaligning with one another. Much
of the distortion that occurs in a welded structure results from poor welding practice
and therefore the following should be employed; Tacking or clamping of non-welded
parts to avoid distortion during the welding exercise.
6. Lap Joints Instead of Butting Joints
In welding aluminum, one should not join part of the aluminum by overlapping it with
another part as much as possible. When two or more structures intersect, there are
areas of redundancy that make the structure less strong and more vulnerable to failure.
However, it is recommended that proper joint configuration be utilized for example butt
joints or lap joints that would enhance the strength of the joint formed.
7. Wrong welding filler material
The wrong selection of filler material may reduce the strength of the weld and the
strength of the joint. Check that the filler material to be used is suitable for the base
aluminum which is going to be welded. Any filler rods or wires selected should be done
based on material specifications and recommendations.
8. Lack of Training and Skills of Employees
Welding of aluminum is a delicate process that needs some skill and experience in
welding. Lack of training can cause low-quality welds and poor appearance of the joints
in question. It is important to guarantee that welders are knowledgeable in aluminum
welding best practices for the best result.
9. Omission of post-weld treatment
Omission of post-weld treatments that should be performed after welding modifies the
weld’s properties. The cleaning, stress relieving, or heat treatment of a weld may be
required to improve the level of performance that the welded joint offers. Failure to
adhere to correct post-welding protocols should never be the case.
10. Rushing the Welding Process
Cuts as well as corners when it comes to welding can result in poor welding work or
substandard weld outputs. Aluminum welding should therefore be done carefully and
with a lot of patience. Make sure that the set process from the preparation stage to the
finishing stage is well done.
Aluminum Welding Best Practices
It is therefore very important to follow some standards that would improve the quality
of the aluminum welds as well as the performance of the welds. Here are key practices
to follow when welding aluminum:
1. Thorough Surface Preparation
Clean the Surface: Clean the surface to remove all oil, dirt, or oxide layers by washing
with suitable solvents or else by a mechanical operation like wire brushing or grinding.
Use a Dedicated Cleaning Tool: Aluminum must be protected from other forms of
metals that may cause contamination and hence should be worked using tools meant
for aluminum only.
2. Welding Process Selection
Choose Appropriate Techniques: The best welding technique to use varies with the
thickness and type of aluminum to be welded, TIG, MIG, and others.
Use the Correct Filler Material: Make sure that the filler material provides compatibility
with the base aluminum alloy so that the bond is strong enough.
3. Control Heat Input
Adjust Parameters: Adopt proper instrumentation conditions and setting of weld
voltage, amperage, and speed to avoid overheating and distortion of the metal.
Use Preheating if Necessary: For thicker sections preheat cools should be used to
reduce thermal stresses and hence improve the weld quality.
4. Ensure Proper Shielding
Use Inert Gas Shielding: It is usually necessary to give enough protection with argon or
helium to prevent the weld pool from coming in contact with the atmosphere.
Monitor Gas Flow: Some of the most common checks that need to be in place include
checking that the shielding gas is properly flowing during the welding process.
5. Manage Distortion and Warping
Clamp and Fixture: Stable fixed components to reduce their movement when welding
and to ensure correct positioning.
Tack Welding: Preheat parts to make tack welds to help hold them in place for full welds
which will reduce distortion.
6. Monitor and Control Vibration
Use Stable Equipment: Welding equipment and arrangements should be firm to
reduce vibration since it causes low weld quality.
Regular Maintenance: It is also important to always service and check welding
equipment from time to time because of some problems that may arise due to
excessive vibrations.
Conclusion
Adopting these measures in aluminum welding will go a long way to improving the
quality and lasting power of your weldable joints. It was noted that increased attention
to such factors as surface preparation, selection of processes, heat treatment,
protection, and periodic examination will promote the formation of stronger joints.
Adherence to these principles not only enhances the quality of the weld but also
enhances the structural integrity of aluminum structures in different uses. If you
require more help or would like to get some information about a particular aspect, you
are welcome to contact me!

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator