Everyone has been there. You rest your hand on a metal surface and you think to
your self what kind of metal is this and why has it not rusted or corroded like most
metals? The answer often resides in the application of a protective coating of which
there are two broad processes: chem film/alodine and anodizing. It is essential to
know the distinctions between such coatings to know what the perfect shield for the
particular metal part is.

What Is Anodizing?
Anodizing is an electrochemical process of strengthening the natural oxide film
formed on the surface of a metal or alloy. The metal is the anode and the process
accumulates a thicker layer of oxides that will prevent the rest of the material from
rusting and decaying. This layer is very hard and that is why anodizing is suitable for
aluminum and other metals that rust. In addition to its protective function,
anodizing also affords several cosmetic advantages such as the possibility of dyeing
the oxide film in a wide range of colors.

Anodizing
Anodizing is commonly used in applications where metals are exposed to severe
conditions and yet need to have a durable and effective defense.
What Is an Alodine/Chemical Film?
Alodine Coated Part
A chemical film is a conversion coating which can be referred to as alodine or
chromate that forms a barrier of chemicals on the surface of a metal to hinder
corrosion. This process entails a wash bath, whereby the part is rinsed with a
chemical compound, forming a soft layer of chemicals that harden when they
dry. While anodizing strengthens the natural oxide layer, chem film is a chemical
treatment that may help maintain the metal properties through a chemical
film. Chem film coatings are often employed for safeguarding metals while keeping them conductive, making them suitable for use in the
electronics sector. This method also entails low dimensional change, which makes it
suitable where accuracy is critical
Alodine vs Anodize: Key Differences
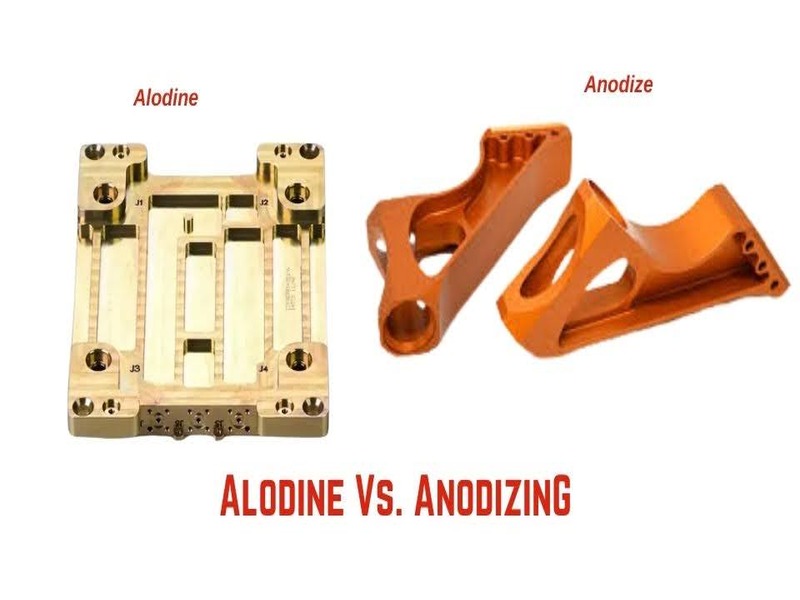
While both anodizing and chemical film treatments are effective in protecting
metals from corrosion, they differ in their applications and benefits:
Electrical Conductivity:
Chem films do not alter the electrical conductivity of the metal and this is very
useful in areas where the metal has to be conductive like in electrical contact points
and circuit boards. Whereas anodizing forms an insulating oxide layer, which can be
useful when it is desired that the part should not conduct electricity.
Dimensional Changes:
Chem film coatings are very thin and hence, the dimension of the coated material
hardly changes. It is used when components of an aircraft or precision machinery
are required to be of minute standard.
Anodizing is known to deposit a thicker oxide layer than other forms of anodizing,
although this may not be a problem in most cases, it may cause a shift in the
dimensions of the part especially where high precision is required.
Adhesion:
Chemical film treatments enhance the bonding of paint and other coatings hence
applicable when other surface finishing processes are needed.
Anodized surfaces are also harder and do not give the same degree of adhesion for
other subsequent coatings or paints.
Aesthetic Options:
Chem films are normally available in a few colors like gold or clear and although
these may be fine for functional parts, they do not offer much in terms of variety in
terms of appearance. Dyeing is more flexible because it can be applied on anodized
metals to any color to make it more suitable for ornamental use.
Chem Film/Alodine Vs Anodizing: Industrial
Applications
Chem Finished Parts
Both chem film and anodizing have distinct uses across various industries:
Anodizing is widely used in industries where consumers demand hard and
decorative coatings; it is applied to electronics casings, architectural structures, and
car components.
Chem films are used where electrical conductivity is a factor such as in aerospace and
defense for aluminum alloys and electronics for circuit boards and connectors.
Can You Apply Alodine and Anodize On The Same
Parts?
Yes. It is possible to use both chem film (alodine) and anodize to the same part. This
is especially felt in applications such as electrical enclosures in which electrical
ground is required to be made. Chem film is deposited where electrical connectivity
is needed and the rest of the surface is anodized. This is the advantage of both
finishes as they can give protection where needed and conductivity where needed.
Further, alodine can be used as a simple way of wet coating to freshen up any
damage on an anodized finish.
Alodine vs. Anodize: Available Types?
Yes, there are different types of both finishes. Chromate conversion coatings for
aluminum products should be done according to MIL-DTL-5541. This specification
covers:
● Type I: The older, more dangerous technique involving hexavalent chromium.
● Type II: The newer and safer option of chromium that is not hexavalent.
Alodine covers various application methods and test methods, used to guarantee
quality. This is particularly important while using chem film while documenting
technical matters.
For anodizing aluminum refer to MIL-PRF-8625 which describes the various types,
classes, and processes of anodizing.
Can You Alodine or Anodize Over Weld Seams?
Yes, It’s possible to alodine or anodize over weld seams. However, if you intend to
anodize the parts after welding, it is recommended that you don’t use 4043 filler
material. When the weld seam is ground down to a smooth finish with the base
metal, the anodizing process of the 4043 filler responds differently to the base
aluminum hence the color disparity. This is normally only an aesthetic problem;
however, to have a smoother surface, it is better to use 5356 filler.
Can Other Materials Besides Aluminum be Anodized or
Chem Filmed?
Yes. Aluminum is the most frequently anodized and chem-filmed material, but other
materials can also undergo the process. Anodizing is possible on titanium and
magnesium base metals, and chromate conversion coatings can be applied to a
wider range of metals. Chromate conversions are typically applied following zinc
plating of articles made from steel to afford a higher degree of safeguard for the
tender zinc layer.
Alodined Vs. Anodized Aluminum Parts
Anodized Aluminum Parts
Alodining and anodizing are two processes that sound a lot like each other and are
often mistaken for one another. But they are two different processes which are used
in different processes. While all dining is a chemical process of creating a protective
film, anodizing is an electrochemical process through which the natural oxide layer
on the aluminum parts is improved by immersing the part in a chemical bath and
passing an electric current through it.
Aluminum product designers should carefully consider the differences between
these processes for surface finishing:
Protection Against Mechanical Damage
Anodizing forms a ceramic-like surface on aluminum and is thus much harder than
the chem film layer. For this reason, anodizing is the better of the two for parts that
will be subjected to mechanical stress or rubbing.
Design Clearance Issues
Alodining forms a layer of less than 1 micron in thickness as compared to Type II
anodized layers that may vary between 1.8 and 25 microns. This thickness difference
is problematic for designs that call for close tolerances. However, if you need only
slight dimensional change then alodining seems to be a better solution.
Electrical Conductivity
Anodized aluminium surfaces build up ceramic-like layers and hence, they have
lower electrical conductivity than alodined finishes. If conductivity is something that
you need in your design, a chem film (alodine) is the better option.
Coloring Parts
Anodized aluminum has a porous aluminum oxide layer that can be colored with a
very large selection of hues making it more visually versatile. Alodined aluminum, on
the other hand, is clear or gold/brown, and if you want other colors, then you would
have to paint.
Cost and Technical Expertise
An alodine finish is cheaper and easier to do than anodizing for the simple reason
that anodizing needs more skill to put on properly. However, if cost is a priority
factor, then also dining might be the right choice.
Safety and Sustainability
Type I also dining has many serious concerns with health and environmental issues.
Nevertheless, Type II alodining and anodizing are closer in terms of environmental
effects that are brought about by the process. Of course, for those designers who
have sustainability concerns, powder-coating aluminum might be a good option.
Alodine Vs. Anodizing: Factors To Decide Which One To
Choose?
The decision to go for all dining or anodizing depends on the project that is to be
undertaken by the user. Some of these include wear resistance, electrical
conductivity, tolerance, cost, and safety are some of the considerations that define
the right surface finishing method.
Alodine vs Anodize: What Are the Similarities
When comparing Alodine and anodizing processes, they share several common
aspects:
●Use of Electrolytic or Acidic Bath: In both processes, the object must be
placed in an electrolytic or acidic bath for the coating process.
● Object Deposition: In both methods, the object is immersed to apply a layer
of protection to the surface.
● Uniform Coating: Both processes apply a smooth layer of the material where
as paint and powder are more opaque.
● Retention of Material Properties: Both methods preserve the inherent
characteristics of the material such as thermal and electrical conductivity.
● Durability: The density of both the coatings is high and further treatment is
not needed to make them uniform.
● Corrosion and Wear Resistance: The two processes also improve the
corrosion and wear properties of the material which makes it long-lasting in
offering protection to aluminum.
Alodine and Anodizing Aluminum
Selecting between Alodine coatings and anodizing is not easy because both of them
possess superb characteristics. Several factors should be considered when making
your selection:
● Durability and Corrosion Resistance: Anodizing is preferred if high
durability, corrosion, and wear resistance are needed. Anodized aluminum
gives a durable shield layer that makes the item resistant to rough
environments.
● Base for Painting or Coloring: Anodizing also acts as a better surface for
painting or coloring since it has aluminum oxide which is a porous layer in the
metal. This means more color choices are possible, which increases the
beauty of the products.
● Budget Considerations: If budget is an issue then Alodine coating is the
better option economically. Like anodizing, Alodine is a surface conversion
process, but Alodine is cheaper and needs fewer tools for application.
● Electrical Conductivity: Alodine coating is preferable in cases where
electrical conductivity is desired because the conductivity is higher than that
of anodized surfaces.
Conclusion & Recommendations:
Alodine coating forms a coating using chromic acid and the object is immersed in
the solution. Comparison with Anodizing Anodizing is an electrochemical process
using sulfuric acid and forms a thicker oxide layer. This layer offers good
anticorrosive and wear protection.
Alodine, however, can be long-lasting in some uses but is not regarded as tough as
anodizing. Alodine coating is much cheaper and can be applied using simple tools
and manpower while anodizing is much more involved and needs more tools,
manpower, and equipment.
Shenzhen Feitai provides excellent services in Alodine coating and anodizing
services. They have years of experience and highly qualified employees who can
control such equipment for these processes. If you want to know more about
anodizing or Alodine coating, please refer to Shenzhen Feitai.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator