Broaching machining is one of the effective methods for cutting different materials and
metals, as well as for the production of complex shapes and profiles from plastics and
composites. This process uses a cutting tool, called the broach, to cut and shape through
the material, cutting out the required shapes without influencing the other features of the
material, or perhaps creating features such as keyways, gear splines, or any sort of detailed
contour. Broaching is praised for its efficiency in high precision and fine surface finish and
therefore well suited for high-volume production applications in automotive, aerospace, and
machinery industries. Regardless of whether the automotive manufacturer is creating
internal or external profiles of its machined parts, broaching machining contributes to
overall dimensions’ accuracy and stability, especially where the component design features
rather complicated shapes.
Broaching Finish
How Broaching Machining Works: Detailed Steps
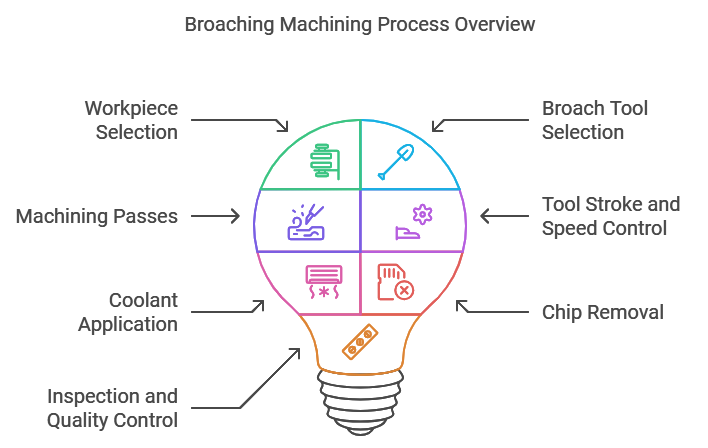
Broaching Machining Working Mechanism
Broaching machining is a cutting operation in which a tool known as the broach is used to cut a specific profile into a workpiece. This process is suitable for making close tolerance shapes such as gears, splines, keyways, internal or external profiles, and others. Here’s a step-by-step breakdown of how broaching works:
1. Selection of Workpiece and its Position
● Material Choice: Broaching is commonly done on different materials for example
steel, aluminum, brass, stainless steel, and other metal alloys. The material selection
should depend on the part usage and mechanical strength needed for the part in
question.
● Workpiece Clamping: The workpiece is held firmly in place in a broaching machine
or a suitable fixture while the cutting process is in progress. This is an
essential process since any movement or vibration will lead to the production of
incorrect sizes.
2. Selection of Broach Tool
● Broach Design: The broach tool has several cutting teeth whereby each tooth
gradually cuts material to form the final shape. The broach is made according to the
contour of the required part. There are two primary types of broaches:
● Pull Broach: The broach is drawn through the workpiece (used mostly in progressive
cutting operations).
● Push Broach: Used for internal profiles and is passed through the workpiece by
applying pressure on the broach.
● Tooth Geometry: The geometry of broach teeth is made in such a way that its angle
of approach will allow for the best cutting rate as well as the best surface finish.
3. First Pass (Machining Stage; also referred to as the roughing
stage)

Roughing Machining
● Rough Cutting: During the first pass, the broach also cuts a large volume of material
from the workpiece. The teeth in the broach are usually spaced farther apart in this
stage and therefore it is ideal for roughing.
● Cutting Action: The broach works on the workpiece gradually, each tooth cutting a
thin layer of material but the latter gets reduced progressively to achieve the
required section. This operation can be performed either by drawing the broach
towards oneself (in pull broaching) or by pushing the broach towards the workpiece
(in push broaching).
4. Inter and Final Cutting Passes

Inter and Final Cutting Process
● Intermediate Passes: For the complex geometric features or closer tolerance limits,
the subsequent passes with broaches having progressively finer teeth are employed
for finishing the operation. These passes assist in lessening tool wear and as well
enhance the dimensionality of the workpiece.
● Finish Pass: The last pass is used to reach the needed size and roughness of the
surface. The teeth on the finishing broach are used in finishing since they leave a
smooth surface and the profile as required. Finish cut typically produces a high
quality of surface finish and this is one of the biggest strengths of broaching.
5. Tool Stroke and Speed Control
● Stroke Length: The stroke length is regulated to guarantee that the broach passes
through the workpiece with great ease and that there are no shocks or bending
forces on the tool.
● Feed Rate: Feed rate is determined by the hardness of the material, type of broach,
and the type of surface finish required on the material. Higher values of feed rates are
utilized for roughing operations and comparatively low feed rates are used for
finishing operations.
6. Coolant Application
● Lubrication and Cooling: In the broaching process, coolants or lubricants are used in
the cutting area to minimize heat, reduce the wear of the tool, and remove chips
from the cutting area. The coolant assists in extending the life of the tool and on top
of that, it assists in creating a better finish on the part.
7. Chip Removal and Clean-Up
● Chip Removal: When the broach is moving through the material it creates chips that
must be cleared to avoid clogging and to continue to have effective cutting. The
chips may be fine and small or large and curly depending on the material used.
● Post-Cutting: Coolant may be used after broaching is done to wash off any little
chips that may be on the part. Some parts may also require further finishing, for
instance, the removal of sharp edges, polishing, or heat treatment.
8. Inspection and quality control need
● Dimensional Inspection: In the case of the broaching operation, the finished part is
gauged to determine whether or not the part has the right dimension and
tolerances. This is done with the help of tools such as calipers, micrometers, or CMM
(Coordinate Measuring Machines).
● Surface Finish Evaluation: The surface finish is examined to check its conformity to
the expected quality for the intended part. Broaching usually gives a smooth and
accurate finish, but if the surface is not smooth and accurate it is made so.
Applications of Broaching Machining
Broaching Machining Precision Parts
Broaching machining is very flexible and applicable in a broad variety of industries for
manufacturing complicated, accurate components. Because it can create fine profiles, fine
tolerances, and smooth surfaces, it is suitable for use where there is heavy production and
high precision. Below are some key industries and specific applications where broaching
machining is commonly used:
1. Automotive Industry
● Gears: Broaching is commonly applied in the production of internal gears, external
gears, and splines. This process is quite effective in developing gear profiles that call
for close tolerances and smooth surfaces.
● Keyways and Slots: In automobiles, shafts, pulleys, and hub parts are generally
broached with keyways and slots. These features are useful for passing torque
between two spinning components.
● Differential Parts: Broaching is applied in the production of components of
differentials including cogs, splines and other parts that require close tolerance fits.
2. Aerospace Industry
● Aircraft Engine Components: Broaching is used for cutting intricate contours and
internal contours on the material such as the blades of a turbine, shafts, bushing, and
many more. The process also helps to achieve the right level of tolerances on
components that are required to carry high stresses, heat, and vibrations.
● Landing Gear: Keyways and splines are usually broached to land assembly of the
landing gear and other mechanical parts to ensure correct fitting and
interconnection.
● Wing Structures: Broaching is applied to machining such features as holes, slots,
and ribs on the structural members of aircraft wings where precision and reliability
are extremely important.
3. Manufacturing and Heavy Machinery
● Machine Tool Components: Keyways, splines, and shafts in heavy machines and
industrial instruments are produced through broaching. These components have to
be of high strength and tight tolerance, something that broaching can effectively
accomplish.
● Hydraulic Cylinders: Broaching is applied when making grooves and keyways for
hydraulic pistons and cylinders for use in any machinery where smooth operation
and strength are required.
● Bearings: The method is applied to produce slots for ball or roller bearings in large
machinery to enhance its performance by minimizing friction in sensitive systems.
4. Medical Device Manufacturing

Broaching Medical Manufacturing
● Implants: Broaching is found to be used to create very fine profiles on items such as medical
implants like hip replacements or spinal inserts. The level of accuracy that is
possible with broaching is important when there is a requirement for fitting and
performance.
● Surgical Instruments: Broaching is applied to produce parts of surgical
instruments such as drills, reamers, and cutting tools that demand high precision
and surface finish to afford safe usage.
● Needles and Catheters: Broaching is useful in producing needle tubes and
catheter parts where accuracy and a smooth surface for end use are required to
avoid harm or failure.
5. Power Generation
● Turbine Components: Broaching is applied to generate intricate shapes and shapes
on turbine blades, shafts, and other demanding parts that are subjected to stresses
and temperatures in power generation equipment.
● Gearboxes and Gear Assemblies: Broaching is used for manufacturing
high-precision splines, keyways, and gears used in power transmission equipment
including gearboxes and power generation turbines.
6. Defence and Military Applications
● Weapon Components: Broaching is employed where high tolerance dimensions are
required in the finished work such as rifle, machine gun, and ammunition parts with
grooves and thread profiles.
● Missile and Rocket Systems: Broaching is widely applied in aerospace and defense
industries to produce narrow tolerance parts such as rocket motors, guidance
systems, and control mechanisms for missiles and rockets.
● Military Vehicles: Broaching is applied on parts like gears, shafts, and housings in
military vehicles due to the high strength of most of these parts.
7. Tool and Die Manufacturing
● Tooling Components: Broaching is applied to manufacture complex tool parts such
as die, punches, and cutters for stamping, molding, and forging. These components
may demand keyways or slots to achieve certain operations.
● Mold and Die Inserts: Broaching is used to form internal keyways and holes for cores
and sprue, channels for cooling and ejecting pins in molds, and dies employed in the
manufacture of plastics by injection molding or for metal forming by casting.
8. Electrical and Electronics Industry
● Connectors and Terminals: Broaching is applied to produce the required internal
and external contours of connectors and terminals for electrical systems. This is
especially the case with components that require close tolerances and whose
function may depend on the conductivity of electricity.
● Switches and Circuit Boards: Their application is to produce slots, keyways, and holes
on the switches, circuit boards, and other electrical parts that need to be of high
tolerance for the proper working of the product.
9. Marine and Oil & Gas Industry
● Marine Engine Parts: Broaching is employed in the manufacturing of parts such as
gears, shafts, and flanges for marine applications since the parts require high
strength and resistance to corrosion.
● Oil Rig Components: It is involved in the manufacturing of important keyways and
splines for parts used in oil wells and drills. These parts have to withstand high
pressure, and wear and tear, and should also be able to withstand harsh
environments.
10. Custom and Precision Engineering
● Prototype Development: Broaching is widely applied in the prototype building
process, where fast work delivery and accuracy are required to manufacture unique
parts. For one-off designs or a small number of parts to be made, broaching
guarantees that parts are made to order.
● Custom Fasteners: Broaching is particularly used in the production of standard or
non-standard fasteners bolts and nuts that call for specific profiles.
Drawbacks of Broaching Machining
As powerful and efficient as broaching is, it has a few setbacks that have to be taken into account whenever a particular technique has to be chosen for use. Here are the key limitations of broaching machining.
1. High Initial Tooling Cost
● Expensive Tooling: The cost of making a custom broach tool can be prohibitive
especially if the part to be produced is a complex one or one requiring a special kind
of tool. Broaches must be made to very high tolerances and therefore are expensive
to produce and this is further compounded by the fact that they are used in small
quantities.
● Limited to High-Volume Production: However, because of the high cost of tooling,
broaching is typically more economical for high production runs. It should not be
used for low production volume or one-time use mold such as prototype parts.
2. Limited to Certain Geometries
● Complex Shapes: Although broaching is a very good method to produce features
such as keyways, splines, gears, and slots, it is not very effective when it comes to
generating complex form or free-form shapes. Some parts have intricate elaborated
or organic-like surfaces and these may need different methods of machining.
● Internal vs. External Profiles: Broaching is mainly used in internal and external
features of a workpiece such as holes, grooves, and keyways. In cases where a part
has a lot of external contouring or non-linear geometry, then other operations
including milling or EDM may be preferred.
3. Limited Material Types
● Material Restrictions: Broaching is most suitable with materials that are easily
malleable and moderately hard. Very hard or low hardness material may cause rapid
wearing of the broach or may give a poor surface finish. Further, brittle materials
may lead to breakage or chipping on the broach.
● Not Suitable for Brittle Materials: Some of the materials such as some of the
castings or composite material which have cracking or chipping tendencies cannot
be broached.
4. Tool Wear and Maintenance
● High Wear on Broach Teeth: Since broaching is a continuous cutting operation, the
tool, broach, degrades as the cutting operation progresses; especially during mass
production. They may result in a reduction of the cut quality and accuracy and
mostly call for regrounding or disposition of the tool.
● Maintenance Costs: Broaching is a slow and precise process and its productivity is
affected by the need to frequently sharpen the cutting tools, and also to frequently
overhaul the tools so that they can maintain their cutting edge, all of which raises the
cost of the broaching process.
Benefits of Broaching Machining
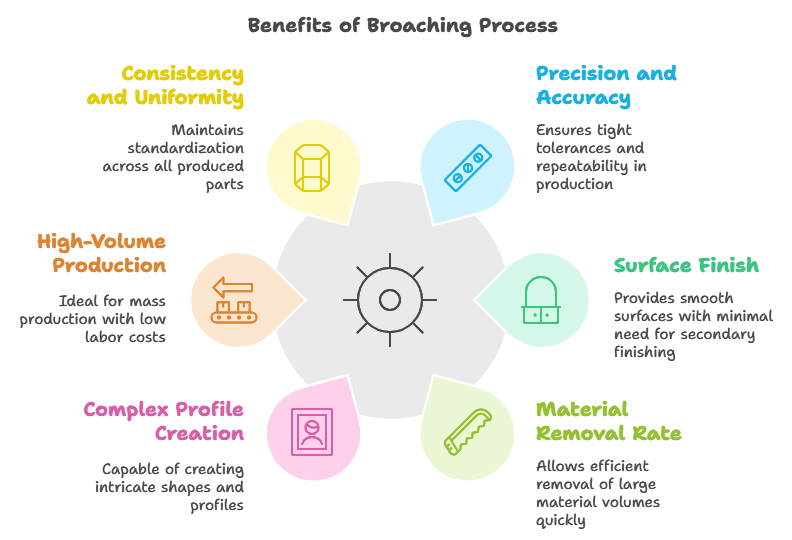
Benefits of Broaching Machining
Broaching machining is one of the accurate and efficient processes used in the formation of
several shapes and profiles on different materials. Hence it provides several important
motifs enhancing it to be the best option for certain applications where precision and
efficiency are critical goals. Below are the main benefits of broaching:
1. High Precision and Accuracy
● Tight Tolerances: Broaching can work to very close limits of size control (usually to
± 0.001 in.), and is thus appropriate for use in a highly accurate part. It is highly
effective in generating products with high specifications for things such as keyways,
splines, and gears.
● Repeatability: Broaching is very precise and therefore has the added advantage of
being highly repeatable from part to part in large production runs. This is especially
important in high-volume production where each part must be the same as the next.
2. Excellent Surface Finish
● Smooth Surfaces: Broaching normally results in a higher surface finish, with surface
roughness values ranging from Ra 0.8 to 1.6 microns. This makes it useful where high
accuracy and high surface quality are desirable as in gearing, shafting, and pulleys.
● No Secondary Finishing Needed: Due to the fine finish typical of broaching, other
secondary operations such as polishing or grinding are usually unnecessary and
time-consuming.
3. High Material Removal Rate
● Efficient Material Removal: Broaching is famous for roughing operations where a
large amount of material is removed in one pass in the form of keyway slotting and
gear cutting. The tool has many cutting edges each cutting a thin layer of material at
a time to ensure a high cutting rate.
● Reduced Cycle Time: The fact that the cutting action is continuous makes broaching
to be used at high speeds than many other machining processes thus making the
rate of production per unit time to be high for mass production.
4. Ability to create complex profiles
● Versatile in Shape and Geometry: It can cut both internal and external
profiles depending on the needs of the object it is working on in this case it can cut
keyways, splines gears, holes, and other contours among others. This makes it ideal
for use where intricate or fine geometries that cannot be easily made by other
techniques are needed.
● Multifunctional: The use of a single broaching tool also eliminates the need for
several cutting tools as they can rough, finish, and profile a surface in one pass
depending on the design of the part and the shape in question.
5. High-Volume Production
● Scalability: Broaching is perfect for high-volume and production industries and is
most suited for use in high-production regions. After the tool is programmed, it can
churn out thousands of parts with a little interjection from the operator and this
means that the cost of labor is considerably reduced.
● Cost-Effective for Large Batches: Although broaching has high first-time tooling
costs, it is extremely inexpensive for large production volumes due to the short-cycle
time and the fact that the tools themselves do not wear out and require replacement
often in large production runs.
6. Consistency and Uniformity
● Minimal Operator Error: Since broaching machines are normally fully automatic or
precision controlled, there is little room for operator influence and therefore less
chance of mistakes. This makes a high degree of standardization possible in each
part that is to be manufactured.
● No Tool Adjustments Needed: Broaching is a process that does not need much
change during the operation. In most cases, the tool does not need to be re-set at all
in between production runs so the accuracy of the tool is maintained between
batches.
7. Minimal Tool Wear
● Durable Tools: The multi-tooth broach design shares the cutting load amongst every
tooth, hence the tool does not wear out early due to much usage by a single tooth.
This makes broaching tools more robust, and the ability to work for long periods
without any issues in performance.
● Reduced Maintenance: Broaching tools as opposed to single-point cutting tools
demand little maintenance, and the wear rate is also even hence, the tools last
longer.
8. High-Strength Material Capability
● Hard Materials: The broaching process can be used mainly for finishing that requires
cutting harder materials like hardened steel, stainless steel, alloys, and others that
may require high-performance parts in aerospace, vehicles, and defense industries.
● Versatility Across Material Types: Broaching can be applied to metals, plastics, and
composite materials and therefore it can be used in different fields of manufacturing.
9. Accuracy in geometrical characteristics
● Ideal for Precision Features: Broaching is particularly useful in applications where
fine geometric features such as keyways, splines, ridges, or serrations have to be
formed. Many of these features require interfacing with other parts in assemblies,
and broaching affords high accuracy in these critical areas.
● No Need for Secondary Processes: As broaching is very accurate most of the
features that would require other operations such as milling or grinding are taken
care of by the broaching process thus reducing the total number of processes that
are needed to manufacture a particular product.
10. Lowered Average Production Time
● Single-Pass Operation: Broaching is unique among machining processes in that it
often completes the job in a single pass and without any tool changes. This cuts
down time and the time per part which is a gain especially when dealing with large
production runs.
● Efficient Use of Labor: Since broaching is often automated, it decreases the
requirement for labor during the manufacturing process, decreasing general labor
costs and risks of mistakes.
Essential Factors to Consider When Choosing a Broaching
Machining
Considerations For Broaching Machining
Broaching machining is a suitable process, however, some important aspects should be taken into account to obtain the best outcomes. Here below are some of the
important factors to consider before carrying out broaching.
1. Material Selection
The material being machined has a very important influence on the broaching process. Soft
materials on the other hand may lead to early tool wear while hard materials put more
cutting forces on the broaches. Consistent material is needed for the required result.
2. Tool Design
Selection of the type and design of the broach is again very critical. The broach has to be
built for the shape or profile that is desired for the particular task. The degrees of freedom
available to the machinery designer include the number of teeth, the geometry of the teeth,
and the material of the cutting tool.
3. Workpiece Clamping
However, during broaching it is mandatory that the workpiece is firmly in position in order
not to be misaligned. This makes it easier to get accurate results with fewer chances of
getting it wrong since the joints are well taken care of when clamping. They also said that
inaccurate fixturing results in dimensional inaccuracies or damaged tools.
4. Cutting Speed and Feed Rate
The cutting speed and feed rate depend upon the material being broached and the design
of the broach. High speed reduces the life span of the tool while slow speed reduces
productivity. When working at optimal conditions, it is easier to balance between
performance and the durability of the tools.
5. Depth of Cut
Broaching is generally good for light cuts, rarely deeper than 3 inches. Where deeper cuts
are required, it may be necessary to broach in two or three operations. Subsequent
deepening allows to prevent the excessive wear of the tool and to maintain the required
quality.
6. Cooling and Lubrication
The major factors that control heat and minimization of friction in broaching include cooling
and lubrication. Cooling fluids avoid heat build-up which causes poor tool life while
lubricants enhance a smooth surface finish and reduce wear.
7. Tolerances and Surface Finish
Broaching is a method that gives good surface finishes and has high accuracy but it’s not
very good for fine surface finishes. Where higher accuracy is required further finishing
process may be needed after broaching has been done.
8. Tool Wear and Maintenance
Broaches do wear during their use and this is especially so during production processes that
require large quantities to be produced. Some of how performance can be enhanced and
tool life maintained include; tool sharpening which is an inspection and maintenance
program. Monitoring wear contributes to the prevention of low-quality products.
Conclusion
Broaching machining is a technique that may be defined as a powerful and rather accurate
method of making parts with complex forms and a small accuracy class. This paper aims to
explore various aspects related to the broaching process, including the choice of material,
tools, clamping of the workpiece, and the capabilities of the machine to enhance the results.
Although broaching is very efficient for high-volume production, its effectiveness has to be
considered for some of the disadvantages such as high tooling cost and restricted geometry
of the part being produced
Shenzhen Feitai is one of the best broaching and other advanced manufacturing services
providers for various businesses that are in search of competent precision machining
partner. Feitai Shenzhen has years of experience and has been committed to providing
high-quality services and products for various industries and guaranteeing that the parts
completely satisfy the requirements of our clients in terms of performance and quality.

 Optimized by Seraphinite Accelerator
Optimized by Seraphinite Accelerator